Why do you need a “carrot”: interesting features of step drills
Conical step drills replace an entire set for metal processing, including crowns. They are needed to produce precise holes on materials up to 6 mm thick. One of the main advantages is the quality of the edge. The holes are neat, without burrs, even with a metal thickness of 1 mm. Using such drills, plastic and wooden sheets and drywall are also processed.

Features of Step Drill
In everyday life, a conical drill with steps is called a “carrot” or “stepping”. The tool has a specific structure in the form of translational channels. Each subsequent channel has a larger diameter. The transition is 35–45 degrees.
The stepped structure increases the efficiency of drilling thin metal by 50%. The cutting ability of the drill is enhanced and the smoothness of processing is significantly increased.
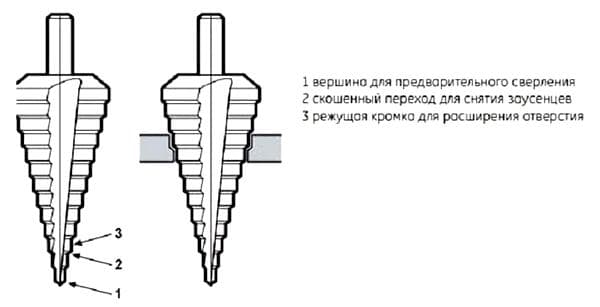
Photo of step drill:

The tip of the cone consists of a tip for pre-drilling, a first bevel that removes burrs, and a special cutting edge that widens the hole.
To increase cutting capabilities, steel is often coated with an abrasive coating - titanium or diamond chips.
Application
Step drills are most widely used in car repair, plumbing installation, electrical wiring, construction and finishing work.

What are they needed for?
- Drilling thin sheet materials.Conventional drills are not suitable for obtaining perfectly round holes in thin sheets: they easily deform the material and leave torn edges. In this case, you can use a set of core drills... or just one step drill. “Carrot” is better because it makes holes in one operation.
- Correction of defects: triangular holes, burrs, alignment problems and others.
- Grinding the finished hole. Using a tool, remove chips. That is, the drill replaces the needle file and angle grinder.
- All types of work. Step drills are universal. They are suitable for any type of work and replace a whole set of drills and some other tools (for example, centering elements).
It should be taken into account that step drills have special operating rules. Only a strictly vertical stroke is allowed. It is equally important to comply with the speed limit. For steel it varies from 200 to 1000 revolutions. The larger the diameter, the lower the speed should be.
Experienced craftsmen also advise using a cooling emulsion when drilling. And if you need to drill through a thin sheet, place a piece of unnecessary plywood 10–12 mm thick under the piece of iron. When drilling aluminum and other tough metals, the hole area is lubricated with machine oil.

Advantages and disadvantages
Step drills could be called ideal if not for a couple of negative aspects.
Let's start with something pleasant. Step drill:
- gives perfectly clean holes with a small material thickness;
- performs several operations at once: drills, chamfers, cuts, grinds;
- has several drill diameters in one;
- the sharp tip easily penetrates the material, regardless of its density and structure;
- can be used in drilling tools with automated and manual drive;
- As a rule, it is characterized by increased strength and does not dull for a long time.
Step drills have few disadvantages, but all are quite significant:
- High price. A high-quality nozzle costs 2000 rubles. and higher. The cost is determined by the quality of the steel, the presence of spraying, the brand, as well as the operating range. The more diameters, the higher the price. The cheapest Chinese nozzles cost from 400 rubles.
- The device is ineffective in situations where you need to drill holes in materials thicker than 6–10 mm.
- Requires careful handling. Great force, misalignment, or a fall from a height can lead to deformation. Then all higher diameters will become unavailable.

Kinds
Step drills differ in type of material, shape, size (working range). For the manufacture of tools, high-speed steel HSS is used. It can be further processed or sprayed.
The strength of the product can be judged by its color:
- gray – steel without reinforcement;
- black – hardened steel;
- yellow – addition of cobalt;
- bright gold – titanium nitride coating (ensures maximum service life).
According to the shape of the stepped type nozzles there are:
- ordinary;
- without guide point;
- of two conical parts with different angles of inclination to the surface;
- with 1–3 grooves;
- with straight grooves and spiral grooves.

The spiral shape of the grooves increases the efficiency of the tool. Moreover, the more there are, the higher the speed can be used.
The sizes of the nozzles are very different. They differ in the number and height of steps, and the size of the starting diameter. The minimum first size is 4 mm. One drill can consist of 5–15 steps and start with different diameters.The standard step height is 5 mm (from 3 to 6 mm).

The step range of 6–38 mm covers almost all domestic drilling needs.
Questions and answers
What to look for when buying a step drill?
The working diameter and type of material are critical. The steel must meet the requirements of GOST. Experts advise taking nozzles from proven brands - Izar, Bosch, UniBit, Irwin/Hanson. They also point out that 7 stages of 20 mm drills better and longer than 7 stages of 32 mm. You should not chase large diameters unless absolutely necessary. Smaller diameters are always used and therefore wear out faster. It may turn out that it will not be possible to reach large diameters.
Can step drills be sharpened?
Only a few, mostly in the low price category, and with slight deformation. Straight edge bits are easier to sharpen, while spiral bits require special equipment. As for expensive drills, they cannot be sharpened. A striking example is drills coated with titanium nitride (rich golden color). It is important to note that they retain excellent cutting ability for a long time. Therefore, in principle, they do not need sharpening.
So, the main purpose of a step drill is to drill large-diameter holes in thin metal (in electrical panels, cars, etc.). However, the nozzle can be used for both hard and soft materials: wood, drywall, plywood, plastic. It eliminates the need to carry around a set of drills of different diameters. Many craftsmen are stopped from buying only one thing - the high cost of the product.
To increase the thickness of the part being drilled, drilling can be done in two stages: first drill a hole on one side, then counter-drill on the other side. In this way, you can achieve an increase in the thickness of the drilled part by 1.5-2 times. In addition, in this case, when drilling, a chamfer is obtained on both sides. Well, as for buying branded (expensive) step drills, this is not always economically justified. For the price of branded drills, you can buy 2-6 Chinese drills, while the resource ratio is approximately 2-3 to 1. So it turns out: why pay more, especially if you don’t have to use it often and mainly for working with light material. As for the rest, the choice is yours...
The article is useful. On a website with an eloquent name, posting photos with unkempt nails is bad form.
Why so strict - a working man!)
What's a locksmith with a manicure like?
Yours are probably well-groomed? Can you do anything with well-groomed hands?
Normal working hands!
The word "carrot" does not apply to a step drill.
This is also a conical drill, used in wood splitters and wood chippers!!! It's completely different!
I proposed these drills back in the late sixties - I sent an application for an invention to UT magazine - the answer is unprofitable and difficult to manufacture - the answer killed the inventor in me
But he gave birth to a zvizdabol!
I first learned about carrots from the author. How many times have I heard it called “herringbone”. I guess only the “concerned” people call it a carrot.
I have never heard the name carrot or Christmas tree. At our factory they are called steps.
the problem is how to sharpen them and it’s a very necessary thing
Straight ones are easy to sharpen, spiral ones are more difficult, but not for everyone...
I use it periodically when installing drawers. Convenient thing. Up to 20+ made with a hand drill, under buttons and signal fittings. A simple gray version up to 3 mm goes like oil, with emulsion..
The best with Cobalt
There is a lot to understand (I know a lot, but not enough for one life), my experience is minimal, you always need the opinion of others (rhetorical opinion)
“Carrots” belong to the category of “garbage” tools. The “carrot” does not remove any chamfers, it does not “polish” anything (what kind of nonsense?), the accuracy of the resulting holes is “plus or minus a kilometer”. Cheap, designed to produce irregularly shaped holes with torn edges, which are designed to fit with clamping elements, which in any case hide processing flaws.Or, serious plumbing modification of the resulting hole is required. In general, it is a completely stupid tool for low-responsibility work, without any guarantees of the quality of the result obtained. It's quite suitable for making holes in a tin. But not for obtaining calibrated holes. For repairing pots, in general.
I bet. How to use a file to masturbate a hole, say 30 mm, in thin metal, this will achieve the desired result in a minute
What do you consider a non-garbage option?
Right
You're wrong
Well, a normal comment from a knowledgeable person.
Carrots are needed in cooking.
What GOSTs? Everything is made in China. We do not have hardware factories... All cutters, drills, bolts, nuts, washers... Everything is China.
He is a mechanic and a gynecologist, why does he need a manicure?
So gynecologists always wear gloves, and what difference does it make what manicure? ?
How does one have to drop such a drill in order to bend it? And it is sharpened with a slight movement of the hand
The Chinese “Christmas tree” fell from a height of 1m - onto the tile - and shattered into 3 parts
An irreplaceable thing when installing locks - escutcheons.
There is a wonderful working tool like RASP!!!
Argument for the sake of argument!
if the speed of revolutions relative to the diameter is not observed, the drill “burns” very well and accordingly becomes dull... therefore it is better to work with a large drill with 700-1000 revolutions
I call such drills “a slob’s tool.” Usually they are used then. when the worker does not know in advance what equipment may be needed. It is more profitable and faster to make holes of small diameters with drills of the appropriate size. And holes of large diameters are made with crowns.“Christmas tree” is needed where the diameter is unknown in advance and you need a tool that can replace the set. Constantly working with such a drill is very expensive (the wear of the thin part is always greater than that of the subsequent ones; accordingly, the drill becomes unusable before the thick part wears out its service life) and takes a long time (every time you have to sample the entire metal, instead of a thin strip selected with a crown) .